Discusión sobre el proceso de estampado de metales
Hoy en día, con la mejora continua de la ciencia y la tecnología mecánica, los requisitos para la calidad del estampado de productos de embutición profunda son cada vez más altos, y el proceso de estampado de embutición profunda también ha sido bien desarrollado. En combinación con el trabajo real, se estudia más a fondo el proceso de embutición profunda de estampado de chapa.

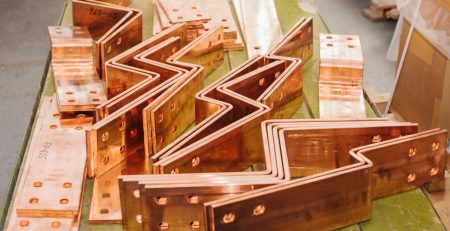
La producción de estampado de piezas juega un papel importante en la producción industrial internacional. La fuerza externa se ejerce sobre placas, tiras, tubos y perfiles por medio de punzones y matrices, y el proceso de embutición profunda es un método más común en el procesamiento mecánico moderno. El estampado en frío con metal provoca una deformación o separación plástica, y se utiliza un embutido profundo para producir la forma y el tamaño requeridos. En comparación con las piezas fundidas y forjadas, las piezas estampadas pueden perforar nervaduras, nervaduras y bridas que son difíciles de procesar con otros métodos y tienen las ventajas de ser delgadas, uniformes, livianas y fuertes.
1. Introducción de la estructura de las piezas de estampado
Las piezas estampadas generalmente se obtienen perforando los agujeros y perfiles requeridos en el material (por ejemplo, placa de acero) con errores dentro de las tolerancias generales o definidas por la empresa y los agujeros y perfiles son los elementos de la pieza estampada. Para los requisitos de estampado de piezas, los orificios en las piezas de estampado se pueden dividir en tres categorías: orificios de instalación, orificios de posicionamiento y orificios de proceso. Los agujeros cuadrados son compatibles con piezas estándar cuadradas, los agujeros redondos y los agujeros largos son compatibles con pernos y otras piezas estándar. Los agujeros con una superficie redonda estándar son agujeros redondos. No hay margen de ajuste al ensamblar las piezas. La forma de los orificios largos está diseñada para consistir en un cuadrado y dos semicírculos, lo que permite montar las piezas en el cuerpo con precisión y comodidad. Los orificios de proceso incluyen espacios deliberados que quedan cuando se ajustan convenientemente, espacios diseñados para dar forma y reducir el peso de las piezas estampadas, espacios que deben diseñarse para la conformabilidad, etc. Varían en tamaño y generalmente están determinados por el propósito, la forma y el proceso de estampado.

2. Material para troqueles de estampado y dibujo de metal
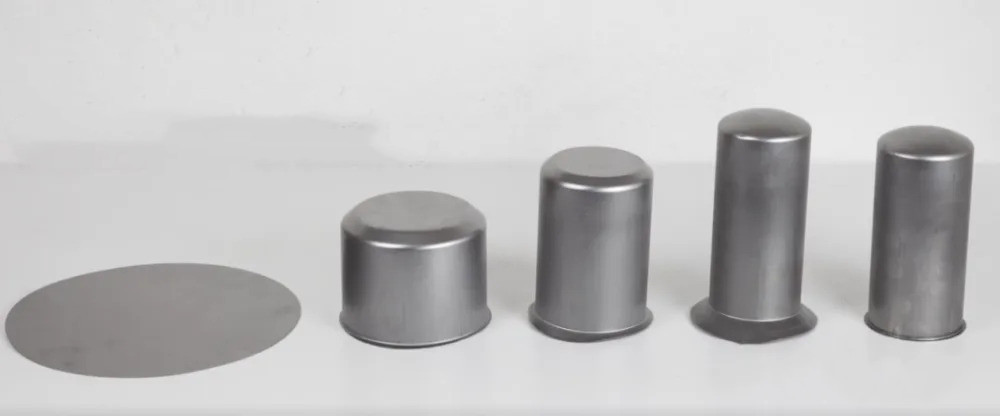
Los productos de estampado de metal se pueden dividir en tres categorías: formación de contenedores, formación de planos, piezas decorativas con buena forma general y contenedores. El primer tipo requiere estampado en frío y embutición profunda del metal, y se debe garantizar una buena hermeticidad, ausencia de fugas, seguridad y confiabilidad del contenedor. El segundo tipo es menos difícil de formar y el proceso de fabricación del troquel es simple. La tercera categoría tiene la función de decorar y embellecer los productos. Debido a que el tercer tipo de producto tiene en cuenta las dos funciones de los dos primeros tipos, presenta mayores requisitos para la fabricación. El tercer tipo de producto son los productos metálicos tanto para envases como para revestimientos decorativos. Hermosas curvas y superficies son ampliamente utilizadas en el diseño exterior, y se requiere que la calidad de la superficie sea alta. Se puede decir que el 70% de las fallas de las matrices son causadas por defectos en los materiales y un tratamiento térmico inadecuado, que son los principales factores que afectan la vida útil de las matrices. Por lo tanto, la selección del material del troquel y el proceso de tratamiento térmico son muy importantes en todo el diseño y fabricación del troquel. Las condiciones de trabajo de los troqueles de estampado son complicadas y tienen que soportar cargas de impacto, vibración, alta presión, embutición profunda, flexión y torsión. Dado que la extrusión también provoca temperaturas de funcionamiento más altas, lo que hace que la matriz sea propensa al desgaste, la fatiga, la fractura y la deformación, el material de la matriz debe ser mejor que el de las piezas comunes. El troquel para el tanque de producción consta de un troquel de estirado, un troquel de extrusión en frío y un troquel de corte. El material del troquel de trefilado tiene buena resistencia a la adhesión, cierta resistencia y tenacidad, buen rendimiento de corte, pequeña deformación por tratamiento térmico y buena estabilidad dimensional. Los troqueles de extrusión en frío requieren alta resistencia, dureza y resistencia al desgaste. Debido al alto aumento de temperatura durante la extrusión, también deben tener cierta resistencia a la fatiga por calor y dureza térmica. Por lo tanto, el tratamiento térmico es muy exigente. Debe ser tratado por un proceso de tratamiento térmico específico para mostrar un buen rendimiento integral y satisfacer las necesidades de producción.

3. Discusión sobre el proceso de formación en Fabricación de piezas de estampado
Debido a las ventajas de alta eficiencia de producción, bajo costo de producción, operación simple e idoneidad para la producción en masa, el estampado es un medio importante del procesamiento moderno de estampado de metales con el rápido desarrollo de la economía y la industria de fabricación de productos en China, y tiene amplias perspectivas de desarrollo en La construcción de la modernización de China. En el mecanizado actual, la tecnología de estampado ha entrado en un período de rápido desarrollo, la tecnología de doblado de estampado en frío se usa ampliamente en la producción industrial.
– 3.1. Problemas a considerar en el diseño de troqueles de estampado y embutición
El diseño irrazonable del troquel de estampado y embutición, la fuerza del soporte en blanco pequeña en el cóncavo, la fuerza del soporte en blanco demasiado pequeña o demasiado grande causará un estampado inadecuado. Si la fuerza del soporte en blanco es demasiado pequeña, el metal fluye lentamente y el metal no es fácil de deformar. Si la fuerza del portapiezas es demasiado grande, se producirán arrugas; El flujo de metal es desigual. La fuerza del lado de presión en la brida es relativamente grande, la curvatura local en la brida se reduce, el metal fluye rápidamente, la fuerza del lado de presión se reduce y la superficie es brillante. Los defectos de arrugas de estampado de la pared lateral generalmente aparecen en la pared lateral cerca de la esquina. Si el dado no está diseñado correctamente, se romperá si es más grave. Habrá una red cruzada de metal cerca de la esquina redonda del troquel con un ángulo de unos 45 grados con respecto a la dirección del dibujo. El ajuste de la fuerza del portapiezas es el punto de partida básico para evitar un estampado inadecuado. Para aumentar la fuerza del soporte en blanco, puede ajustar la fuerza del soporte en blanco ajustando la fuerza de dibujo. La forma más básica de acelerar el flujo de metal es rectificar razonablemente el molde, reducir la resistencia al flujo de material, mejorar el radio del filete del punzón y el ángulo de la superficie de transición y aliviar la tensión de estampado. Este método solo requiere un pequeño cambio de tamaño en el molde.
-3.2. Aceite lubricante adecuado
La lubricación tiene una influencia muy importante en el proceso de embutición profunda. En el proceso de producción de prueba, se selecciona un aceite mixto preparado por uno mismo para la lubricación. La selección incorrecta de aceite lubricante, especialmente el embutido profundo con tendencia a adelgazamiento, causará grietas y arrugas locales, que no solo pueden mejorar la permeabilidad del aceite lubricante, sino también acelerar el deslizamiento entre los materiales de estampado y el troquel a través de la lubricación, reducir el flujo de metal. , y también asegura la calidad de la superficie de las piezas de estampado para inhibir la velocidad de adelgazamiento. El aceite lubricante apropiado juega un papel vital para garantizar la calidad del producto y evitar el aumento de temperatura.
-3.3. Controlar tamaño en blanco
En la etapa de dibujo de prueba, la tasa de dibujo es demasiado estricta y determinar la forma y el tamaño del blanco es una de las tareas importantes. Por este motivo, es necesario retirar todas las partes del material en bruto que afecten al producto. Cuanto más grande sea la pieza en bruto, más propicia será la forma para el cambio de velocidad y aumentará la posibilidad de agrietamiento. Para garantizar la calidad y limitarla al tamaño mínimo, las condiciones de formación serán mejores. Cuanto más pequeña sea la pieza en bruto, peores serán las condiciones de formación, para minimizar la interferencia. Es necesario minimizar el espacio en blanco, pero también ahorrar materias primas. Este trabajo básico hay que hacerlo bien.
-3.4. El control de la tasa de deformación segura es el núcleo para mejorar la calidad del producto
Primero, la tasa de calificación del producto es un factor importante para reducir los costos. Independientemente de la tecnología de moldeo que se utilice, primero se debe considerar el costo integral, seguido de las habilidades operativas del personal. Dado que reducir el proceso no solo puede reducir el desperdicio de materiales, sino también reducir la posibilidad de que se tire de la superficie de la pieza de trabajo, y también reducir el error causado por el posicionamiento y el fenómeno de oxidación causado por el recocido múltiple, reducir el proceso tanto como sea posible es una dirección principal de investigación sobre estampado y embutición de metales. En segundo lugar, mejorar los requisitos de rugosidad de la fabricación de moldes. Asegúrese completamente de que el metal tenga una buena fluidez en el proceso de estampado en frío, lo cual tiene una importancia positiva para evitar el defecto principal del agrietamiento por tensión. Mejorar los requisitos de rugosidad de la superficie del punzón y la matriz puede mejorar la fluidez del metal. Aunque aumentará el costo, también es necesario. En tercer lugar, mejore los requisitos de precisión de la fabricación de moldes. La precisión de fabricación de troqueles incluye precisión de procesamiento de troqueles, control de espacios de troqueles, tecnología de tratamiento de endurecimiento de superficies de troqueles y adaptación de troqueles a la recuperación elástica del metal. El estampado de metal y la embutición profunda comprimirán el proceso de formación múltiple en una sola formación, por lo que la precisión de la fabricación del troquel afectará directamente la calidad del producto. Para controlar la tasa de deformación segura y evitar la aparición de tensión y arrugas, aumentará el costo de producción del molde, pero esto es muy necesario. La tasa de calificación del producto es un factor importante para reducir el costo y mejorar los requisitos de precisión de fabricación del molde. Independientemente de la tecnología de moldeo que se utilice, la precisión de fabricación del molde incluye la precisión del procesamiento del molde, y el costo debe considerarse primero. El segundo es considerar las habilidades operativas de los trabajadores. Para controlar la tasa de deformación de seguridad, el desperdicio de materiales de procesamiento se puede reducir al reducir el procedimiento de trabajo. Se puede decir que la precisión del troquel de estampado afecta directamente la calidad del producto de las piezas de estampado, lo que tiene un impacto directo en la reducción de la aparición de deformación superficial y arrugas en la pieza de trabajo, evitando el error de precisión causado por el posicionamiento y la oxidación. causado por el recocido múltiple. Mejorar la precisión del troquel aumentará el costo de fabricación del troquel. Por lo tanto, la reducción de la tecnología de procesamiento es un aspecto importante del estampado de metales y la embutición profunda. Al mismo tiempo, al mejorar la precisión de la fabricación de moldes, damos importancia al impacto del posicionamiento preciso del molde en la calidad y estabilidad del producto. Es de importancia positiva garantizar completamente el buen flujo de metal en el proceso de estampado en frío y diseñar cuidadosamente el dispositivo de guía del troquel para evitar el defecto principal de agrietamiento por tensión. Se puede decir que mejorar los requisitos de rugosidad de la superficie del punzón y la matriz es un factor importante para reducir las fallas de la matriz y evitar la calidad inestable del producto, lo que puede mejorar la fluidez del metal.
4. Conclusión
Para resumir, solo mejorando el proceso de estampado, manteniendo constantemente y cuidando el equipo regularmente, seleccionando razonablemente los materiales de estampado de metal y troqueles de dibujo, haciendo que tengan suficiente precisión y rigidez, controlando el tamaño del blanco y la tasa de deformación segura, y adoptando métodos de operación y medición, se puede finalmente mejorar la calidad del producto.