There will be various problems in the production and processing of stamping parts, which leads to multiple issues with stamping parts and affects their use. Therefore, we have compiled this guide based on years of stamping parts processing experience to let everyone know what details need attention in the production and processing of stamping parts to avoid problems.
Catalogue
The design of the stamping die cannot be changed at will when manufacturing the die.
Precautions for punching small holes during the processing of stamping parts
What do you need to pay attention to when the aluminum alloy is used as a mold?
Design considerations for automotive stamping parts
The Bottom Line
The design of the stamping die cannot be changed at will when manufacturing the die.
Stamping die is one of the essential elements for producing metal stamping parts manufacturers, through which the stamping products required for production can be processed. When manufacturing the stamping die, the design of the stamping die can not be changed at will. It needs to be processed according to the reviewed drawings.
The design structure of the die can not be altered at will, nor shall the number of parts of the die be increased or decreased. However, to facilitate debugging, the clearance can be trimmed on the original structure of the mold, and the positioning mode can be changed. The external and internal dimensions of the convex and concave mold parts can be modified without changing the dimensions after Zui. Such as the spring-back angle of the bending die, the filet radius, and the drawing depth of the male and female dies of the drawing die so that the parts meeting the drawing requirements can be debugged.
It is found during the adjustment that the design and structural design must be changed before qualified metal stamping. In that case, it’s necessary to put forward the reasons for the design change and the design change scheme and contact the mold design department. After approval, the scheme shall be modified together, and the modified design drawing shall be redrawn. Then, the base drawing of the design drawing can be changed so that the qualified stamping dies can be accurately used and manufactured during the next casting.
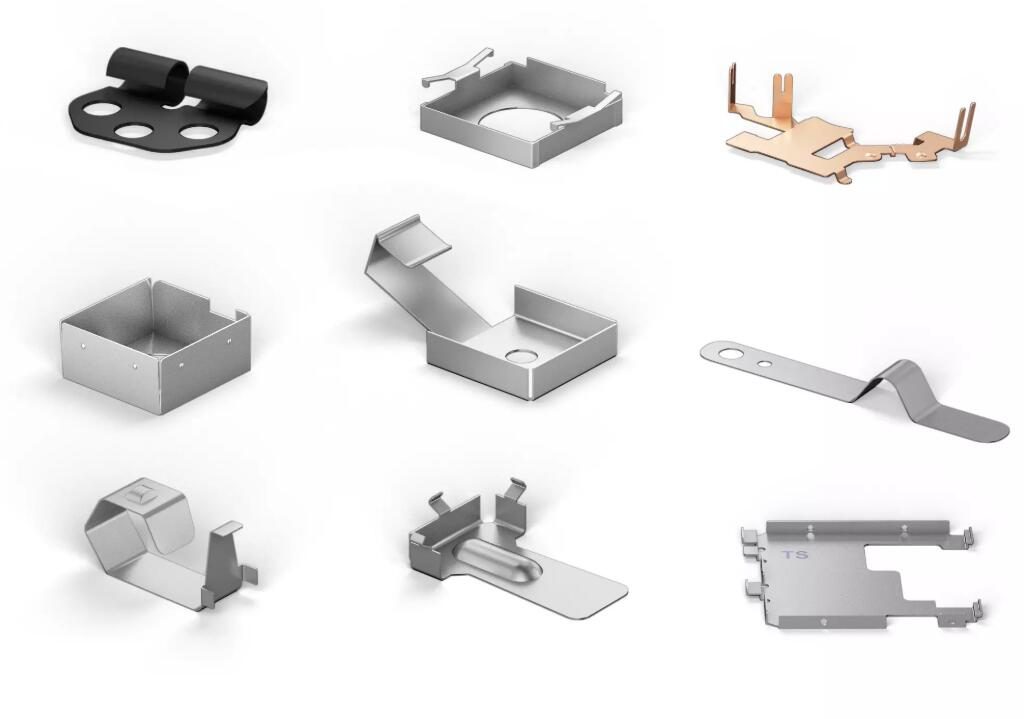
Precautions for punching small holes during the processing of stamping parts
With the development of science and technology and society, the processing method of micro holes used in the past has been gradually replaced by the stamping processing method. The punch strength can be improved by making the punch firm and stable. Its fracture can be prevented, and the stress state of the blank during punch can be changed. When punching small holes in stamping parts, because the punch diameter is tiny, if the standard method is used for punching, the small punch is easy to break, so try to improve the punch strength to prevent it from cracking and bending.
When punching a hole plate, the thickness of the material is greater than the diameter of the punch. The punching process is not a shearing process but a process of extruding the material into the punch. At the beginning of extrusion, part of the punched waste is compressed and squeezed into the surrounding area of the hole, so the thickness of the punched waste is generally less than the thickness of the raw material.
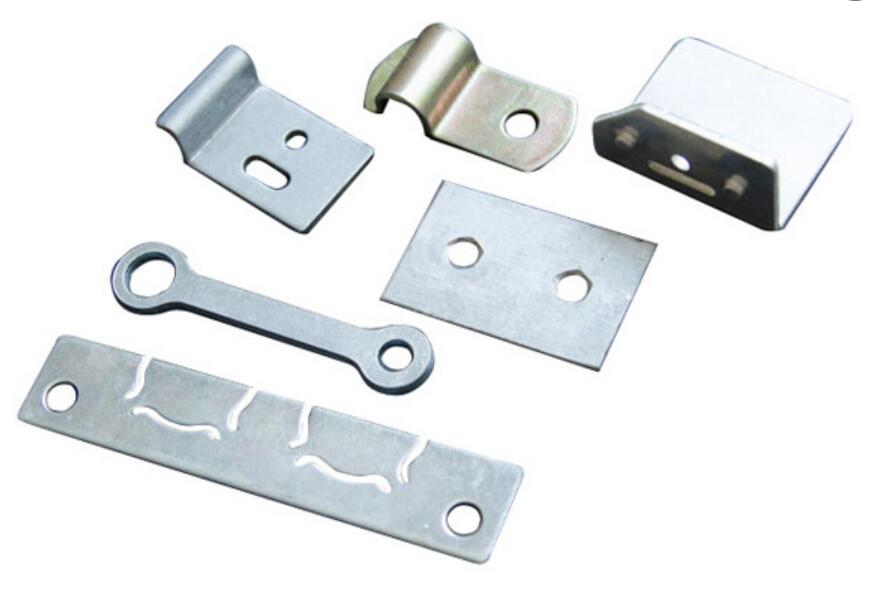
What do you need to pay attention to when the aluminum alloy is used as a mold?
Under the condition that the process is not affected, the stamping process shall be arranged as late as possible. It is suggested that one process can be added for the die with many punching holes, and the punching process can be arranged in the last process. The hardness of aluminum is relatively soft, and the mold is easily blocked.
When designing the mold gap, a gap with a size of 10% of the material thickness on both sides should be reserved, the straight depth of the knife edge should be 2mm, and the taper should be between 0.8 and 1 degree. PE film shall be pasted on the aluminum raw material during bending in the stamping plant because the aluminum material is easy to produce aluminum chips during bending, which will cause damage to the workpiece, such as point damage and indentation. The existence of PE film can reduce the deterioration of the workpiece. All aluminum alloy workpieces cutting edges must be processed by slow wire cutting to prevent burrs and uneven blanking.
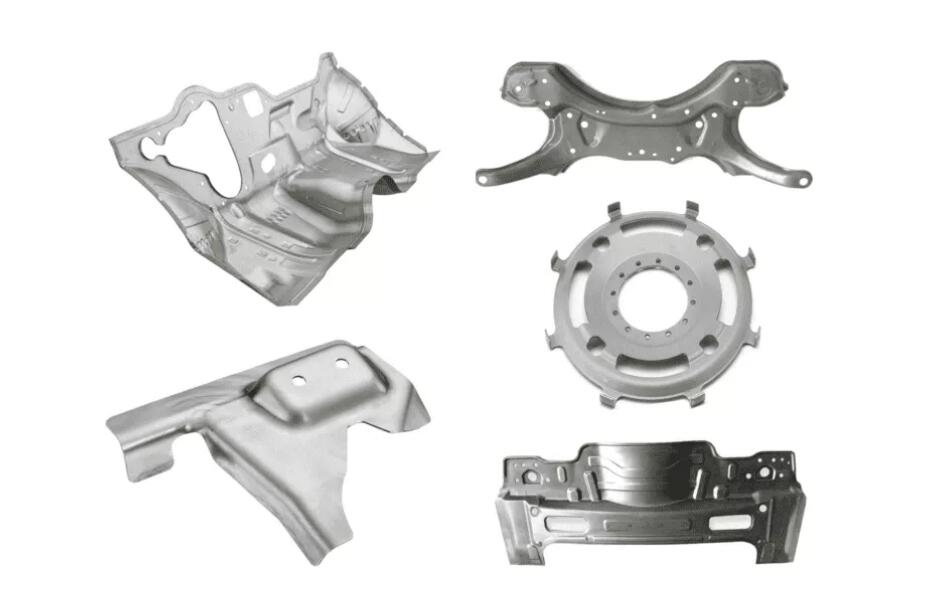
Design considerations for automotive stamping parts
Automobile stamping parts are metal stamping parts that constitute automobile parts. Their varieties include brackets, spring seats, spring brackets, end caps, seals, compression valve covers/valve sleeves, Etc. The production of products shall meet the requirements of service performance and process performance and have a better economy. There are some precautions when designing automobile stamping parts.
When creating the structural shape of automobile parts, stamping parts manufacturers should adopt a simple and reasonable structure and try to reduce the number of processing surfaces and processing areas. The materials used for automobile stamping parts should meet not only the technical requirements of product design but also the stamping process requirements of stamping parts processing plants and the processing requirements of cutting, electroplating, cleaning, and other processes after stamping.
The Bottom Line
Through this guide, you can avoid many accidents and harvest more qualified products by introducing the details of stamping production, processing, and precautions.









