4 processus d'emboutissage de métal commun
Selon la forme de la pièce ou du produit, Estampage de métal implique une variété de processus différents, chacun différent. Ces processus sont utilisés pour réaliser des conceptions complexes et détaillées de pièces et de produits dans des secteurs tels que l'aérospatiale, les produits de consommation, l'automobile, l'aviation, l'électronique, l'alimentation et les boissons, etc. Il n'est généralement pas possible de fabriquer une pièce avec une seule méthode d'emboutissage de métal, car chaque processus implique la réalisation d'une conception spécifique.
De nombreuses technologies d'emboutissage impliquent des processus tels que l'extrusion, l'étirage et le pressage de billes. Chaque technique implique un mélange de différents processus pour obtenir la pièce souhaitée. Toutes ces méthodes sont réalisées à température ambiante et impliquent généralement une chaleur minimale ou nulle. L'emboutissage des métaux est un processus typique de fabrication par formage à froid qui implique l'utilisation de plusieurs outils et équipements, tels que des machines à emboutir (presses à poinçonner), des matrices, etc., pour créer des formes et des apparences complexes.
Le poinçonnage est un procédé courant d'emboutissage de métal. Une feuille de métal est fixée à un endroit, ou plus précisément, une surface de travail. À l'aide de différents outils et machines, un trou est percé dans la tôle et une série de différentes zones creuses sont créées dans la tôle. Le poinçonnage est un peu différent car après avoir percé un trou dans une tôle, la pièce avec le trou est retirée et n'est plus utilisée. Pour s'assurer que la tôle ne se déforme pas, le poinçonnage doit être un processus continu. La zone autour du trou de poinçonnage doit être conçue avec précision. Les machines utilisées dans ce processus d'emboutissage de métal sont fabriquées en acier à haute teneur en carbone et doivent être soigneusement entretenues afin qu'il n'y ait pas de zones de passivation ou de passivation susceptibles de déformer la forme de la tôle.

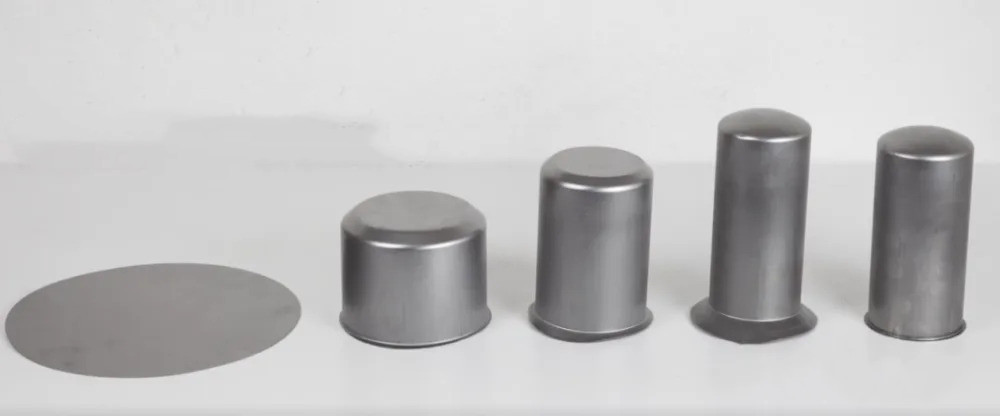
Emboutissage profond du métal, qui consiste essentiellement à tenir fermement les deux extrémités (extrémités opposées) d'une tôle. L'étape suivante consiste à placer la plaque de métal sur un moule avec une forme en coupe. Grâce à un processus de poinçonnage puissant, la matrice crée un poinçon qui pousse la feuille sur la machine. Cela aide à développer la forme de la section transversale de la machine, en déformant suffisamment la tôle pour répondre aux exigences. La méthode d'étirage peut également être divisée en deux autres processus appelés emboutissage profond et emboutissage peu profond. Ce sont tous des processus similaires pour obtenir la profondeur souhaitée sur la tôle. Par exemple, dans un processus d'emboutissage peu profond, le rayon de la tôle principale correspondra toujours à la profondeur de l'emboutissage, ce qui signifie qu'il sera égal. L'emboutissage profond, quant à lui, est essentiellement une coupelle découpée dans de la tôle pour former différents produits. Lors de l'emboutissage profond, le rayon global de la tôle est beaucoup plus petit par rapport à la profondeur à laquelle elle sera réalisée.
L'extrusion de métal est un processus typique utilisé par les fabricants pour fabriquer des produits et des pièces sous des formes extrudées. Le procédé d'extrusion implique une technique de fabrication en « filière fermée ». Dans ce cas, la tôle est utilisée dans son ensemble ou extrudée en plusieurs parties. Le processus implique deux matrices distinctes qui sont positionnées progressivement à chaque extrémité de la tôle pour former une forme de pièce. L'un des plus grands avantages de la méthode d'extrusion est qu'elle est très efficace pour fabriquer une variété de pièces et de produits métalliques avec différentes tolérances de quantité. C'est aussi une technique relativement simple qui peut créer rapidement et de manière fiable des déformations (généralement permanentes) sur un produit. Cela rend essentiellement la pièce ou le produit très résistant à l'usure physique profonde et aux chocs violents.

Le perlage en tôle est une autre technique unique pour concevoir des surfaces surélevées dans des zones spécifiques de la tôle. Les goujons peuvent être créés à l'aide de deux méthodes différentes - à l'aide d'un jeu de matrices ou d'une machine. La méthode de perlage est principalement utilisée pour créer des pièces et des assemblages pour une variété d'applications différentes, en fonction de la complexité de la conception souhaitée et de sa forme. Par exemple, certains des meilleurs exemples de composants qui utilisent des perles comprennent des revêtements métalliques, des capots, des carters de moteur, des cadres de porte, des plaques d'acier en damier, etc. Les techniques de perles peuvent être utilisées sur différentes surfaces métalliques, cependant, le type le plus populaire de métal pour ce processus est l'aluminium. C'est principalement parce que le métal est très facile à travailler. De plus, le matériau est durable et léger, deux excellentes caractéristiques qui contribuent à rendre le processus de perlage plus efficace et efficace.

Les techniques d'emboutissage des métaux sont très utiles lorsqu'il s'agit de fabrication de métaux. Cela étant, chaque processus est mentionné en termes de complexité technique. Par exemple, les processus rapides et simples tels que le découpage ou le poinçonnage sont souvent considérés comme le niveau initial de tout projet. Ces processus sont ensuite suivis par d'autres processus pour former le produit fini. Dans l'ensemble, l'emboutissage des métaux est un processus extrêmement important, tourné vers l'avenir et vital pour de nombreuses industries. Le processus est utilisé pour fabriquer des produits de consommation courante, ainsi que des composants et des pièces plus gros utilisés pour fabriquer des véhicules et d'autres choses.